
鹏鑫钢铁
张掖Q235D焊管畅销全国

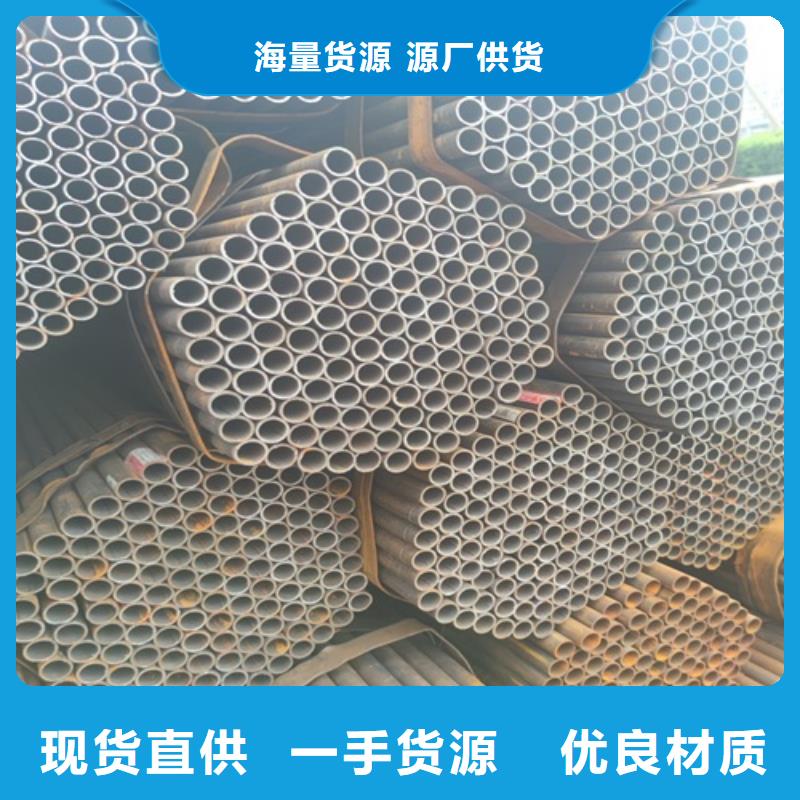
焊管就是焊接钢管的简称,是指将钢板卷曲成圆管或方管,经过焊接形成的钢管。广泛应用于水利枢纽、市政排水、自来水输送等工程。 在实际生产和应用中通常将焊管按焊接方式分为直缝焊管和螺旋焊管两种。 直缝焊管:通常为公称直径为DN15(4分管)-DN150(6寸管)的中小口径规格的焊管。直缝焊接工艺要比螺旋焊接工艺简单,焊接成本低,效率高,缺点是焊缝在同一直线上,抗压强度低,故直缝焊只适合生产中小口径的焊管使用。 螺旋焊管:通常为公称直径为DN200(8寸管)-DN600(24寸管)的大口径规格的焊管。螺旋焊接工艺可以用相同宽度的钢板生产不同管径的焊管,缺点是工艺复杂,相同长度的焊管螺旋焊焊缝比直焊缝长得多,造成生产成本高,生产效率低,故螺旋焊常用于大口径焊管的生产,同时螺旋的焊缝具有更高的抗压强度,保证了大口径焊管的抗压能力。 焊管的计量方式一般为过磅和理计两种,过磅即通过磅秤实际称重,理计则是按照理论公式计算得到重量,公式为:“米重(千克)=(外径mm-壁厚mm)*壁厚mm*0.02466”。


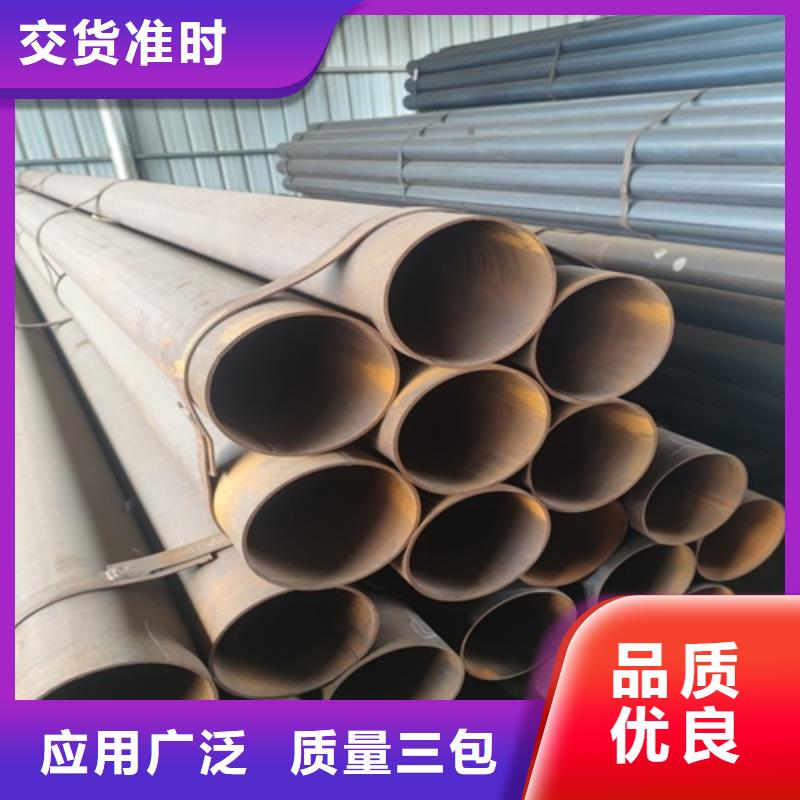
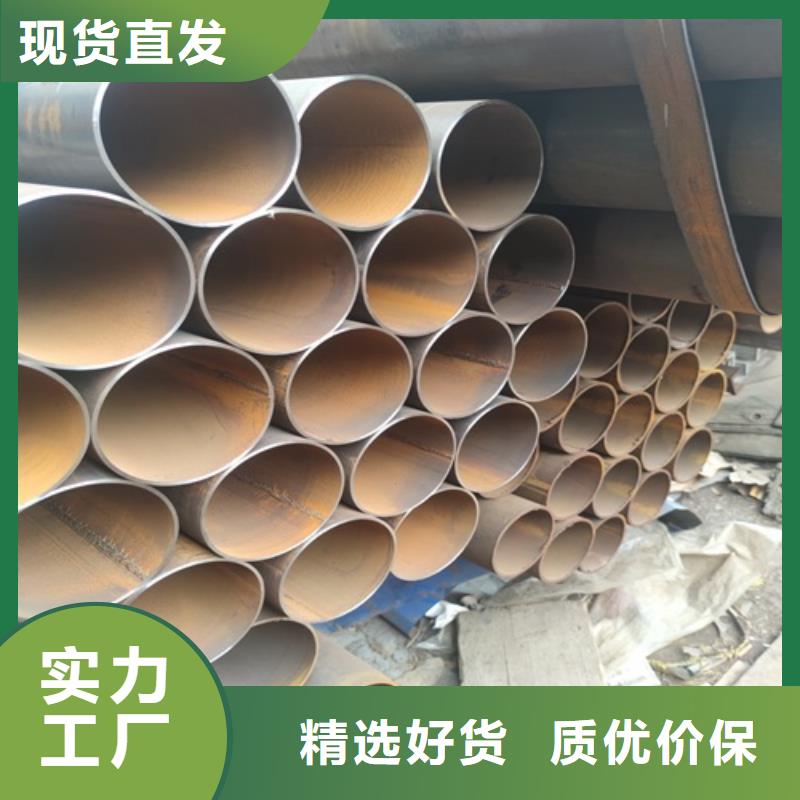
Q345E焊管国标标准 Q345E焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。Q345E焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。 较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。 生产流程 Q345E焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。 直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。 补充:Q345E焊管是用带钢焊接的,所以在原来它的地位没无缝管高。 Q345E焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。

 张掖Q235D焊管畅销全国
张掖Q235D焊管畅销全国